Industrial valves coated with spray polyurethane
Spray polyurethane.
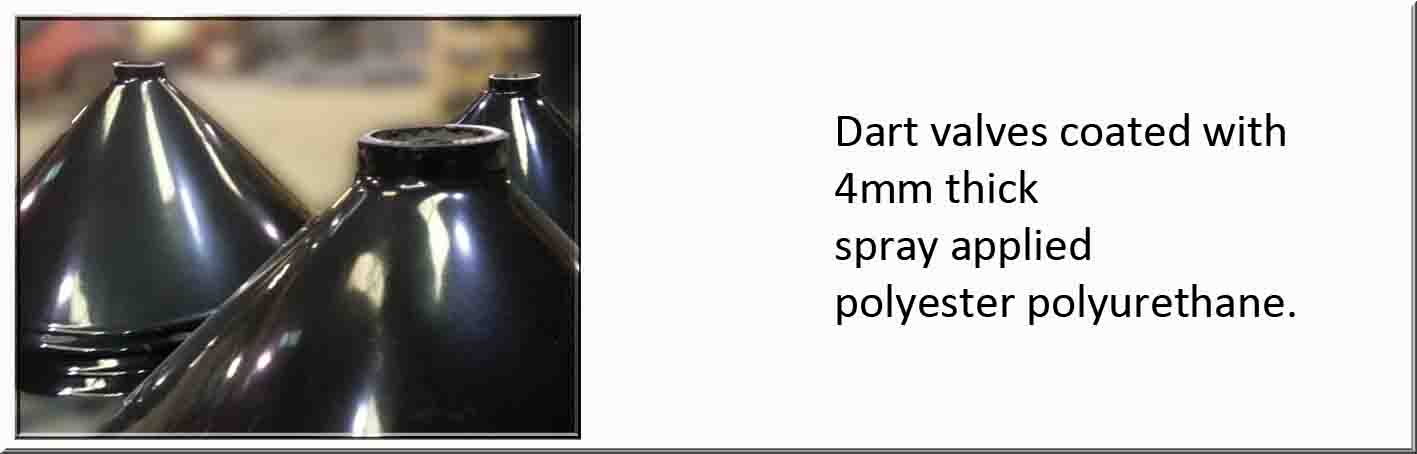
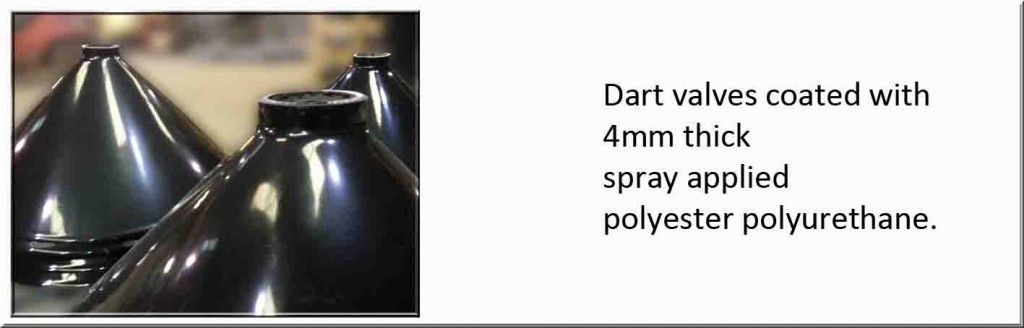
Dart valves coated with 4mm thick spray applied polyester polyurethane.
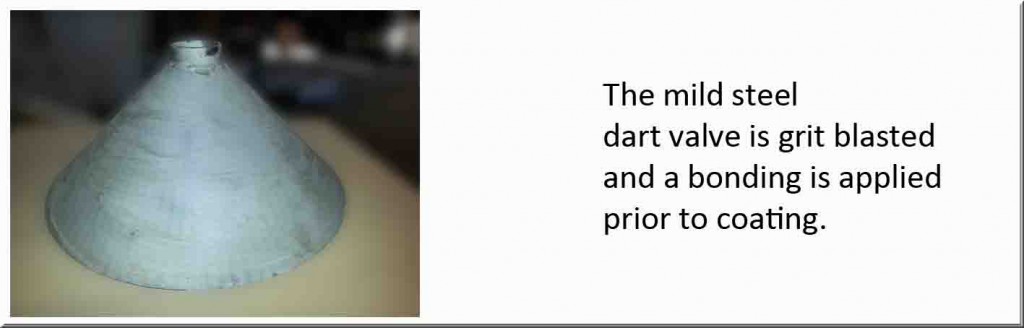
The mild steel dart valve is grit blasted and a bonding is applied prior to coating.
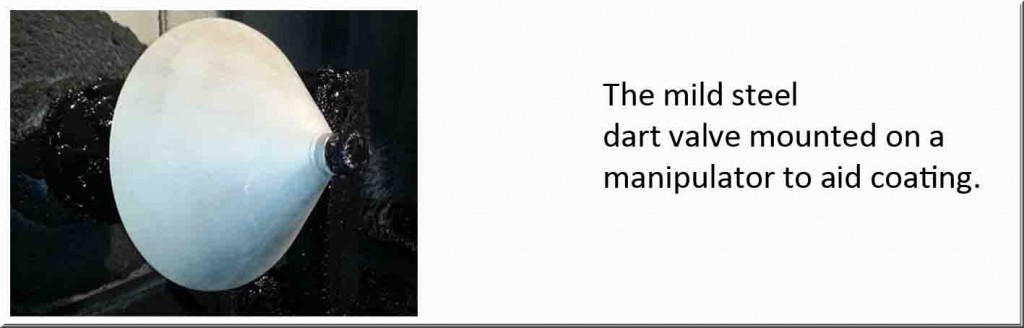
The mild steel dart valve is mounted on a manipulator to aid coating.
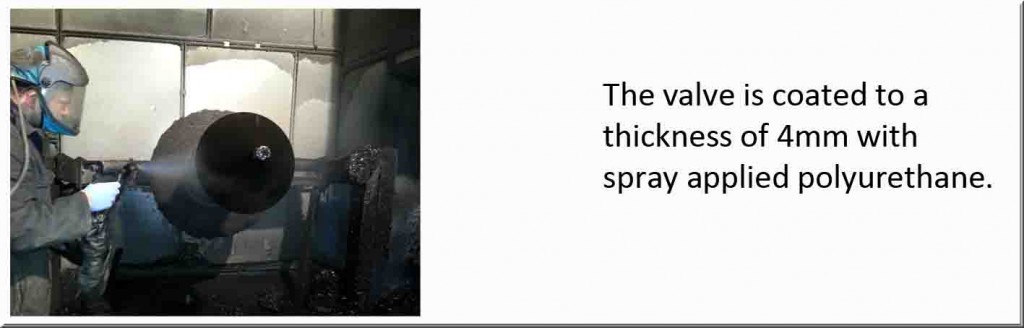
The valve is coated to a thickness of 4 mm with tough spray applied polyurethane.