Polyurethane and Rubber product projects
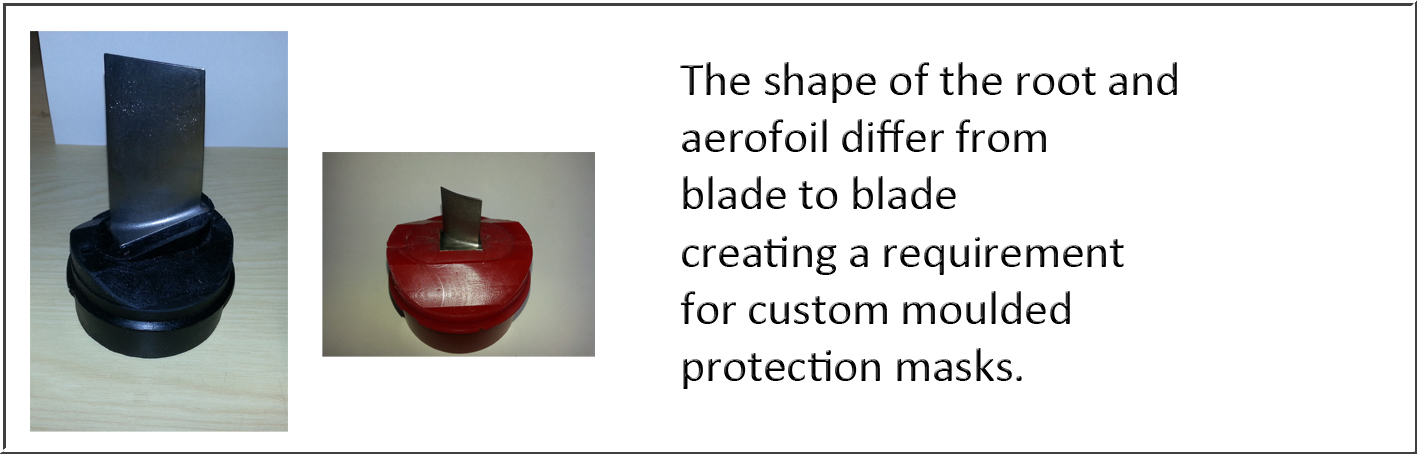
Shot peening masks
The most common method of masking is moulded masking, the main attractions of this method are that it is quick, reusable and offers repeatability.
Initially to determine whether a moulded mask is practical it is necessary to ascertain that the job will be on going and there is sufficient part volume.
Speed and repeatability come automatically with moulded masking for when the tooling is well engineered the component fit can be accurate and tight. It is advisable to work with a company that understands shot peening and gas turbine engines as this will ensure the correct material selection is made and your time input is not wasted whilst away from production. Most shot peening applications that call for moulded masking are blades and vanes. There is also another significant benefit in that with an interface the mask acts both as a mask and fixture. Machine position repeatability reduces set-up times and time wasted repositioning nozzles.




 Batch of wheels ready for coating.
Batch of wheels ready for coating.