







A Rosler barrel arrives for a new polyurethane liner. The fabrication weighs 3.7 ton.
The customer required the machine back within 1 working week. The old rubber lining is worn out and detached from the work tub. The old rubber lining is removed
and the steel fabrication is grit blasted. Both internally and externally to ensure good adhesion for both polyurethane and paint. A new mould tool is manufactured to suit the internal dimensions of the vibratory trough. This work is carried out in house by our own team of specialist fabricators. The mould is lowered into the fabrication and positioned centrally. A nominal 35 mm gap is created between the work tub and the
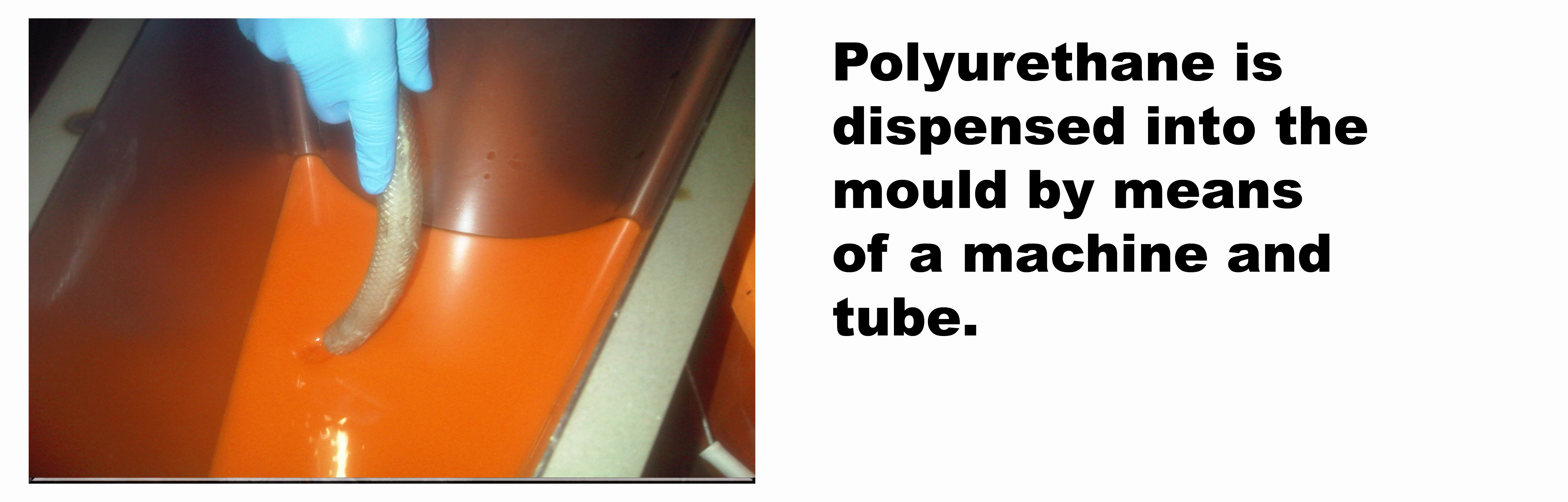
mould, and the unit is ready to be filled with polyurethane. Polyurethane is dispensed via our special machine and decanted into pails prior to pouring the new lining.275 kg of polyurethane was required to reline this machine. The lining is cured in an oven at 80 deg c for 16 hours.The mould is removed and the outside of the tub is painted.The works were completed in 5 working days.
Leave A Comment